Drucken von Schriftzügen in Simplify 3D
Als Beispiel für dieses Tutorial dient ein Modell das den Schriftzug „Drucken von Schrift in Simplify 3D“ in verschiedenen Größen zeigt. Die Übungsdatei ist hier zum Download erhältlich.
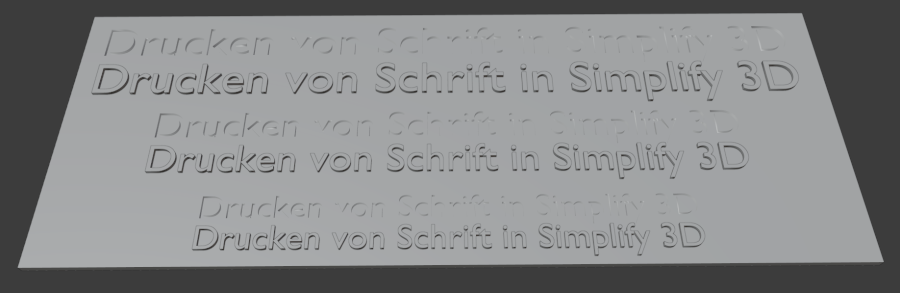
Die verschieden großen Schriftzüge sind in zwei Varianten vorhanden: Eingelassen in das Druckteil (vertieft) und nach oben aufgetragen (erhoben). Die beiden Varianten verhalten sich unterschiedlich beim Druck.
Das Drucken von Schrift und kleiner Strukturen im FFF-Druck kann zu Schwierigkeiten führen. Schwierigkeiten entstehen dann, wenn die einzelnen Strukturen die abgebildet werden sollen im Bereich einer oder weniger Bahnbreiten liegen. Dann muss beim Einstellen der Druckparameter besonders auf diese kleinen Strukturen im Druckteil geachtet und die entsprechenden Einstellungen mit Sorgfalt gewählt werden. Dieses Tutorial beleuchtet die folgenden Einstellungen im Zusammenhang mit den Drucken von kleinen Strukturen:
- Düsendurchmesser
- Der Einsatz verschiedener Düsengrößen zum Drucken von kleinen Strukturen
- Extrusions-Breite
- Einsatz von inneren einzeln extrudierten Wänden
- Einsatz von äußeren einzeln extrudierten Wänden
Vorausgesetzt wird ein grundsätzliches Wissen über die Prozesseinstellungen von Simplify3D, den Aufbau von Bahnen und das Verhalten von dünnen Wänden. In diesem Tutorial wird vor allem das Verhalten von dünnen Wänden beim Druck von Schrift behandelt. Jedoch sind viele kleine Details in Druckteilen oft ähnlich zu Schrift. Das hier vorgestellte Verfahren und Wissen kann gut auf andere kleine Geometrien übertragen werden.
Mehr Hintergrundwissen zu den hier verwendeten Einstellungen findet sich im Buch in den Kapiteln:
 |
|
Hinweis: Dieses Tutorial befasst sich mit dem Verhalten bei dünnen Wänden. Ab wann eine Geometrie als dünne Wand gilt und die zugehörigen Einstellungen relevant werden, hängt vom verwendeten Düsendurchmesser ab. Dennoch ist das hier gezeigte Verhalten sehr leicht auf andere als die hier gezeigten Düsendurchmesser übertragbar. Wird beispielsweise eine 0,4 mm Düse für ein Beispiel verwendet, das in diesem Tutorial mit einer 0,5 mm Düse gezeigt wird, muss das Modell nur auf 0,4 / 0,5 = 0,8 bzw. auf 80% skaliert werden um das gleiche Verhalten zu erhalten.
Die Schwierigkeiten beim Drucken von Schrift und kleinen Strukturen
Um einen ersten Eindruck über das zu erwartende Druckergebnis zu bekommen, wird das Modell (bei 100% Skalierung) gesliced, bzw. auf den Druck vorbereitet. Für das hier gezeigte Beispiel sind folgende Einstellungen relevant:
- Düsendurchmesser: 0,5 mm
- Extrusionsbreite: 0,6 mm
- Kontur-/Umfanghüllen: 2
- Äußerer dünner Wand Modus: Nur Konturen
- Innerer dünner Wand Modus: Nur Konturen
- Minimale Extrusionslänge: 1mm
- Minimale Druckbreite: 50%
- Maximale Druckbreite: 100%
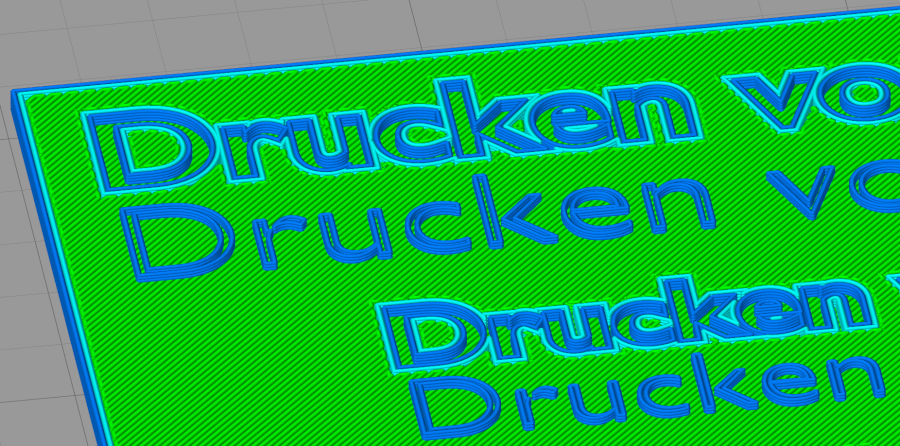
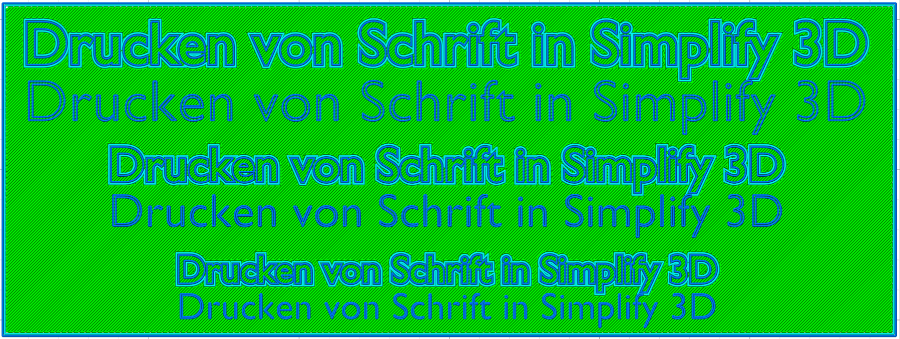
Vor dem Drucken sollte ein Druckteil immer ausführlich in der Druckvorschau in Simplify3D analysiert werden. Hier können schon viele Fehler oder schlechte Einstellungen identifiziert und behoben werden. Das Beispiel wird analysiert und es kann Folgendes erkannt werden:
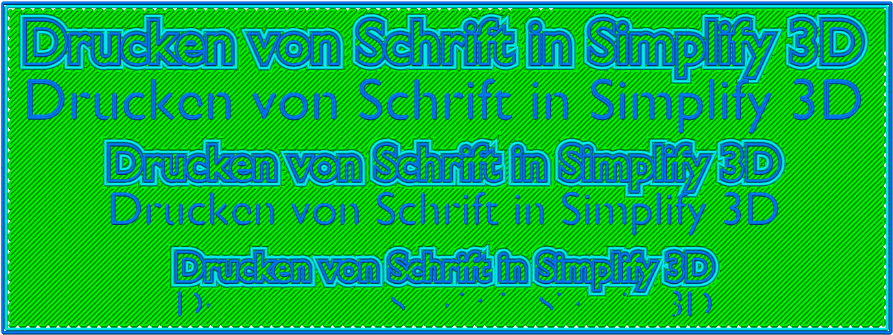
- Der große Schriftzug sieht sowohl in der vertieften als auch in der erhobenen Variante auf den ersten Blick ordentlich aus.

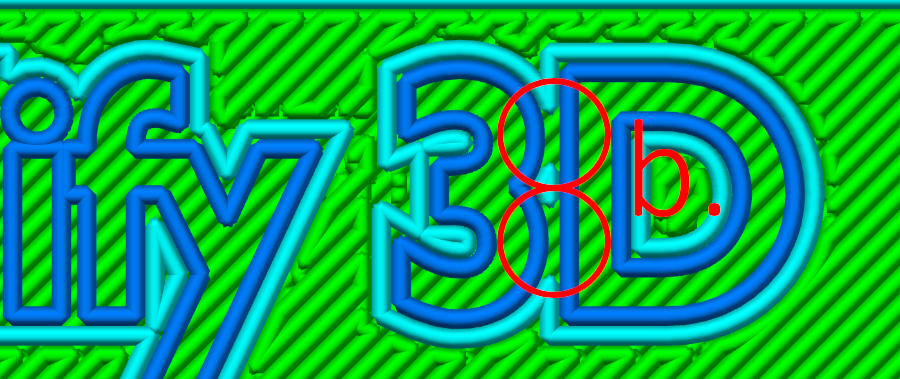
Ein genaueres Hinsehen zeigt:- An wenigen Stellen überlagern sich die inneren Konturhüllen (türkis) etwas mit sich selbst. In der Vorschau kann das gut dargestellt werden, jedoch kann in sich in Realität Material nicht überlagern, es wird zur Seite weggedrückt und verwischt damit das Druckbild.
- Ist zwischen zwei äußeren Konturhüllen (blau) nicht ausreichend Platz für zwei Bahnen der inneren Konturhüllen, entsteht hier ein spalt der nicht gefüllt wird und so möglicherweise im Druckteil sichtbar bleibt.
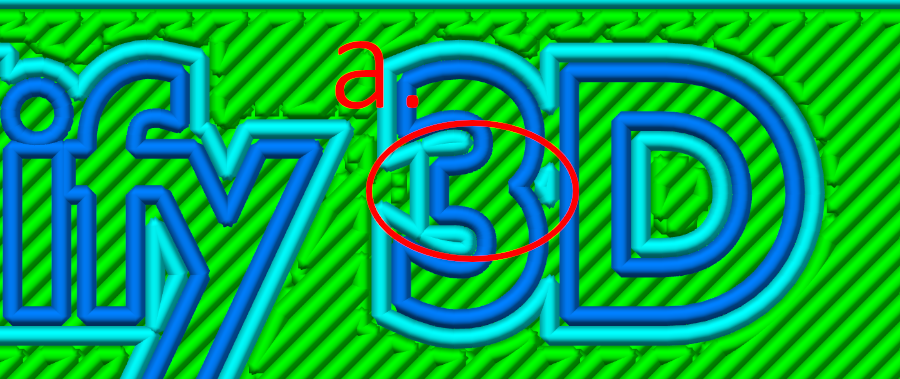
- Einige Buchstaben der erhobenen Schrift haben Stellen, die ausgelassen werden. Hier ist die Wandstärke des Modells so gering, dass keine zwei Bahnen der äußeren Konturhülle nebeneinander passen. In diesem Fall generiert Simplify3D hier keine Bahnen.

- An wenigen Stellen überlagern sich die inneren Konturhüllen (türkis) etwas mit sich selbst. In der Vorschau kann das gut dargestellt werden, jedoch kann in sich in Realität Material nicht überlagern, es wird zur Seite weggedrückt und verwischt damit das Druckbild.
Fazit für den großen Schriftzug: Die Schrift könnte mit den getroffenen Einstellungen gedruckt werden. Es sind nur kleine Unschönheiten zu erwarten.
- Der mittelgroße Schriftzug sieht zwar ähnlich aus, wie der große Schriftzug, jedoch verstärken sich die auftretenden Probleme hier.

Folgendes kommt hinzu:
Die Wandstärke der erhobenen Schrift wird so gering, dass sich die beiden Bahnen der äußeren Konturhülle überlagern müssen, um die vorgegebene Wandstärke zu erreichen. Da sich Material in Realität nicht überlagern kann, wird ein Druck mit diesen Einstellungen zu dickeren Wandstärken führen, als hier gezeigt. Ebenfalls fehlen größere Teile der Buchstaben.
Fazit für den mittelgroßen Schriftzug: Der vertiefte Schriftzug ist noch verhältnismäßig gut druckbar. Der extrudierte Schriftzug wird jedoch nicht so druckbar sein, wie hier in der Vorschau gezeigt.
- Bei dem kleinen der drei gezeigten Schriftzüge beginnen beim vertieften Schriftzug Details zu verschwinden, während beim erhobenen Schriftzug nur noch wenige Teile der Buchstaben vorhanden sind. Hier fallen die Wandstärken klar unter die Grenze des Druckbaren.

Diese Analyse zeigt, dass kleine Schrift (oder kleine Geometrien) nicht ohne weiteres gedruckt werden können. Glücklicherweise bietet die FFF-Technologie und Simplify3D einige Möglichkeiten diese Grenze auszureizen.
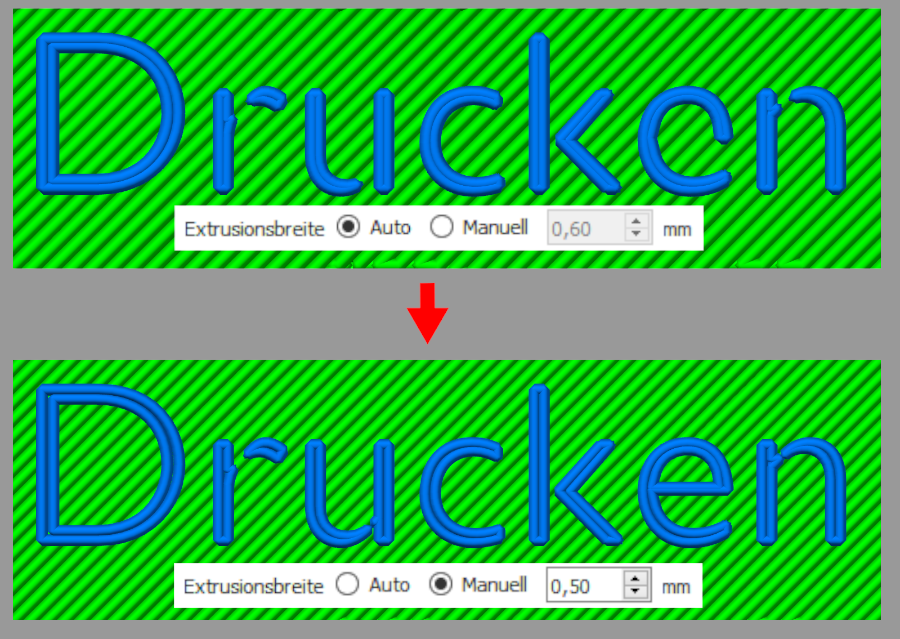
Extrusionsbreite
Die Extrusionsbreite gibt die Breite der einzelnen Bahnen vor. Für das einleitende Beispiel war die Extrusionsbreite auf Auto eingestellt. Das bedeutet, dass von Simplify3D die Extrusionsbreite auf das 1,2-Fache des Düsendurchmessers gesetzt wird. Für das einleitende Beispiel ergibt das für eine Düse mit dem Durchmesser von 0,5 mm eine Bahnbreite von 0,6 mm.
Da für den Druck von kleiner Schrift oder kleinen Details jedoch eine geringere Bahnbreite von Vorteil ist, kann durch anpassen der Extrusionsbreite das Ergebnis verbessert werden.
Die Extrusionsbreite sollte nicht geringer eingestellt werden als der Düsendurchmesser. Damit kann die Extrusionsbreite für dieses Beispiel mit einer 0,5 mm Düse auf minimal 0,5 mm eingestellt werden.
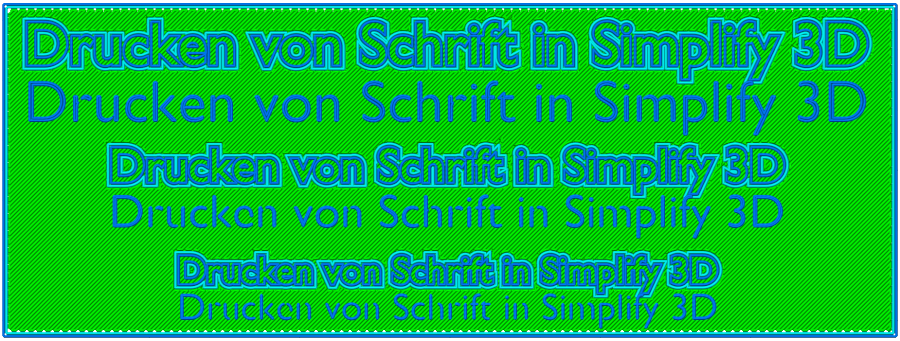
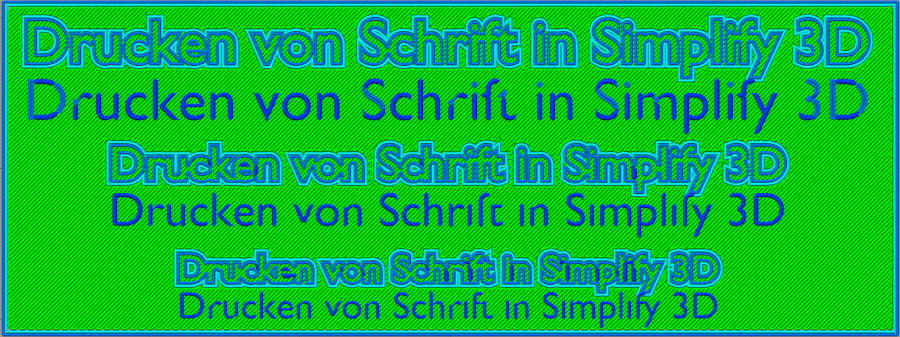
Diese Änderung wirkt sich positiv auf alle Größen des Schriftzugs aus.
Vor allem der große Schriftzug ist in der erhobenen Variante nun bis auf wenige Stellen sehr gut druckbar.
- Die meisten Wandstärken haben eine ausreichende Breite um beiden Konturhüllen Platz zu bieten
- Die Lücken in einigen der Buchstaben sind nun so gut wie geschlossen
- Der fehlende Teil des Buchstabens e wird nun gedruckt.
Für den erhobenen Schriftzug in mittlerer und kleiner Größe bringt diese Änderung zwar Verbesserung, jedoch noch nicht ausreichend um gut Druckbar zu sein. Es bestehen weiterhin die Probleme wie im einleitenden Beispiel aufgezeigt.
Fazit für die Extrusionsbreite: Für Druckteile mit kleinen Details und dünnen Wänden sollte immer mit möglichst geringer Extrusionsbreite also dem Düsendurchmesser gedruckt werden.
Düsendurchmesser
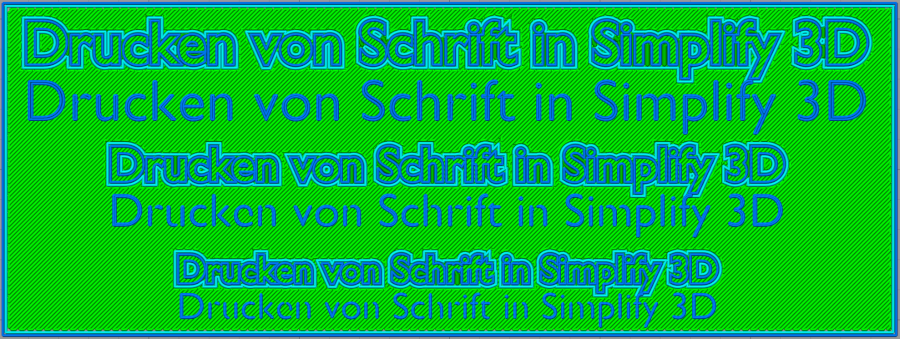
Bei vielen 3D-Druckern ist es möglich, Düsen mit unterschiedlich großen Durchmessern zu verwenden. Um die Bahnbreite weiter zu reduzieren und noch kleinere Details drucken zu können, kann also eine Düse mit geringerem Düsendurchmesser eingesetzt werden.
Wird beispielsweise auf eine Düse mit dem Durchmesser 0,35 mm (und einer Extrusionsbreite von 0,35 mm) gewechselt, können wesentlich kleinere Details gedruckt werden.
Vor allem bei den erhobenen Schriftzügen ist ein Unterschied bemerkbar:
- Bei dem großen Schriftzug werden die Bahnen der äußeren Konturhüllen so dünn, dass sich teilweise ein großer Spalt bildet.

- Bei dem mittelgroßen Schriftzuge bildet sich teilweise ein kleiner Spalt.

- Der kleine Schriftzug verfügt jetzt über so gut wie alle Details der Schrift und wird damit erst mit diesem Düsendurchmesser druckbar.

Fazit für den Düsendurchmesser: Je kleiner der Düsendurchmesser, desto kleinere Wandstärken und Strukturen können gedruckt werden. Jedoch kommen mit der Verwendung kleinerer Düsendurchmesser auch Nachteile, wie unteranderem längere Druckzeiten.
Äußerer dünner Wand Modus
Der Äußere dünner Wand Modus macht es möglich, äußere Konturhüllen in kontinuierlich ändernder Bahnbreite zu drucken. Ebenfalls müssen diese einzeln extrudierten Bahnen nicht immer einen ganzen Umfang bilden. Das macht es möglich, dünne Wände und Strukturen zu drucken, die normalerweise nicht gedruckt werden können.
Für dieses Beispiel werden die gleichen Einstellungen wie im einleitenden Beispiel verwendet. Nur die folgenden Einstellungen weichen ab:
- Extrusionsbreite: 0,5 mm
- Äußerer dünner Wand Modus: Einzeln extrudierte Wände erlauben
Es zeigt sich ein großer Unterschied. Einige der äußeren Konturhüllen, vor allem die der erhobenen Schriftzüge wurden jetzt durch die in dunkelblau dargestellten einzeln extrudierten Bahnen ersetzt. Diese einzeln extrudierten Bahnen können ihre Breite kontinuierlich anpassen und damit genau die Wandstärke bilden, die für die Buchstaben der Schrift notwendig sind.
Hier muss jedoch klar darauf hingewiesen werden, dass die Vorschau von Simplify3D eine ideale Ansicht dieser einzeln extrudierten Bahnen darstellt. Da es sich hier um einzelne Bahnen handelt, die in ihrer Breite auch geringer als der Düsendurchmesser werden können, kann das Druckergebnis teilweise stark von der Darstellung hier abweichen. Hier sollte ein Testdruck durchgeführt werden, um zu ermitteln, wie gut die Vorschau mit dem Druckergebnis übereinstimmt.
Das Umstellen der Einstellung für den Äußeren dünnen Wand Modus wirkt sich folgendermaßen auf das Druckergebnis aus:
- Die Auswirkung der Einstellung beschränkt sich bei dem großen Schriftzug auf die erhobene Variante. Hier sind die Bahnen teilweise sehr unregelmäßig. Dort wo ausreichend Wandstärke vorhanden ist bilden sich die zwei regulären Konturhüllen. Dort wo die Wandstärke nicht für die Konturhüllen ausreicht bilden sich einzeln extrudierte Wände. Das Druckergebnis war hier bei den vorigen Beispielen besser. In diesem Fall sollte der Äußere dünne Wand Modus besser auf Nur Konturen eingestellt sein.

- Beim mittelgroßen Schriftzug gibt es Änderungen bei beiden Varianten.
Bei der vertieften Variante werden wenige Details - dort wo die Wandstärke zu gering wird - durch einzeln extrudierte Bahnen ersetzt. In der Vorschau sieht dies nicht nach einem besseren Druckergebnis aus als bei den vorigen Beispielen.
Bei der erhobenen Variante sieht das Ergebnis in der Vorschau sehr gut aus. Hier jedoch noch einmal der Hinweis, dass bei äußeren einzeln extrudierten Wänden die Vorschau stark vom Druckergebnis abweichen kann. Ein Testdruck sollte zum Vergleich durchgeführt werden. Ist das Ergebnis dieses Testdrucks zufriedenstellend, ist die Auswahl Einzeln extrudierte Wände erlauben für die Einstellung Äußerer dünner Wand Modus eine sehr gute Möglichkeit Schrift zu drucken.
- Für den kleinen Schriftzug gilt ähnliches wie für den Schriftzug mittlerer Größe. Jedoch stößt hier bei der extrudierten Variante auch der Äußere dünne Wand Modus an seine Grenzen.

Fazit zum Äußeren dünnen Wand Modus: Der Äußeren dünnen Wand Modus kann es möglich machen kleine Strukturen und Schrift druckbar zu machen, wenn die anderen Einstellungsmöglichkeiten ausgeschöpft sind. Jedoch darf diese Einstellung nicht überschätzt werden, da das Ergebnis in der Vorschau meist besser als das Druckergebnis ausfälle. An Stellen, an denen einzeln extrudierten Wände in die Konturhüllen übergehen zu kann es zu Unregelmäßigkeiten kommen. Diese Unregelmäßigkeiten tauchen sowohl bei Schrift als auch an anderen dünnwandigen Stellen des Druckteils auf. Wird der Äußere dünne Wand Modus aktiviert, sollte das Druckteil in der Vorschau sehr gut auf diese Unregelmäßigkeiten hin geprüft werden.
Die Empfehlung für den Äußeren dünnen Wand Modus ist, die Einstellung auf Nur Konturen zu belassen, so lange kein sinnvoller Grund besteht, diese Funktion einzusetzen.
Innerer Dünner Wand Modus
Der Innere dünne Wand Modus hat drei mögliche Einstellungen:
- Nur Konturen: Dieser Modus war aktiv für die Beispiele bis zu diesem Punkt
- Einzeln extrudierte Wände erlauben: Wird in diesem Beispiel aktiviert und diskutiert
- Lücken füllen erlauben: Wird kaum eingesetzt und hier nicht diskutiert
Wird für das einleitende Beispiel der Innere dünne Wand Modus mit folgenden abweichenden Einstellungen aktiviert, hat das kaum Auswirkungen.
- Extrusionsbreite: 0,5 mm
- Innerer dünner Wand Modus: Einzeln extrudierte Wände erlauben
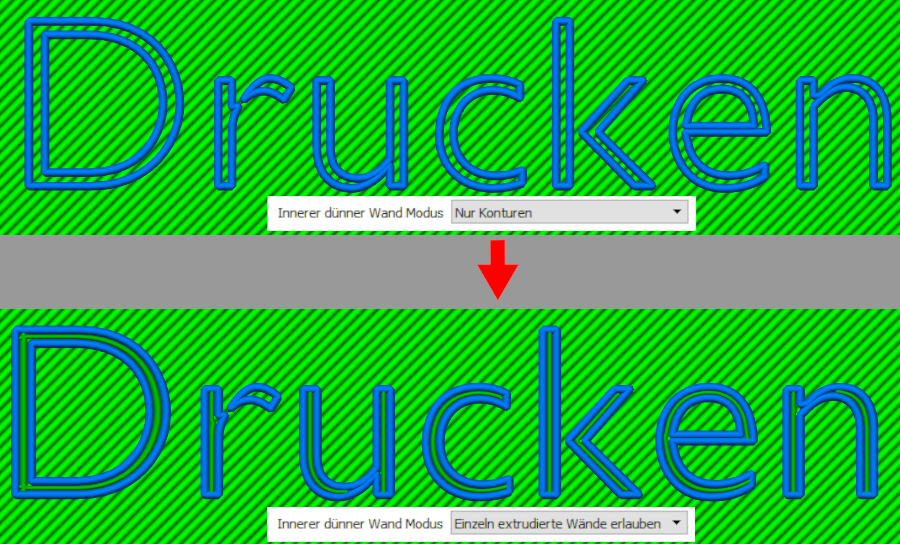
Bei der vertieften Schrift verschiedener Größen wird jetzt teilweise die innere Konturhülle (türkis) durch innere einzeln extrudierte Bahnen (dunkelgrün) ersetzt. Das kann zu einer besseren Füllung der Räume zwischen den äußeren Konturhüllen führen. Besonders an den Stellen, an denen keine zwei Bahnen der inneren Konturhüllen nebeneinander passen.

Die inneren einzeln extrudierten Wände können verwendet werden, um das Beispiel 1 aus dem Abschnitt Düsendurchmesser erheblich zu verbessern:
Dort wurden die Einstellungen verwendet:
- Düsendurchmesser 0,35 mm
- Extrusionsbreite: 0,35 mm
Nun wird zusätzlich aktiviert:
- Innerer dünner Wand Modus: Einzeln extrudierte Wände erlauben
Dies führt nun dazu, dass der Spalt zwischen den Konturhüllen der Buchstaben mit einer inneren einzeln extrudierten Wand gefüllt wird.
Fazit Innerer dünner Wand Modus: Innere einzeln extrudierte Wände können sehr gut eingesetzt werden, wenn zwischen den äußeren Konturhüllen ein Spalt bleibt, der kleiner als die zweifache Extrusionsbreite ist. Dann wird der Spalt durch eine einzeln extrudierte Bahn gefüllt, die sich in der breite dem Spalt anpasst.
Es kann empfohlen werden, generell die Auswahl Einzeln extrudierte Wände erlauben für den Inneren dünnen Wand Modus aktiviert zu haben. Wenn dieser zum Einsatz kommt, ist es meist hilfreich, da damit Abstände gefüllt werden, die ansonsten leer bleiben würden. Dennoch ist es immer empfehlenswert, bei der Erzeugung eines Druckteils in der Vorschau zu prüfen, ob der Einsatz der einzeln extrudierten Wände vorteilhaft ist. Aber: bei dünnwandigen Teilen ist der Übergang zwischen regulärer Füllung/Perimetern und den einzeln extrudierten Wänden häufig auf der Bauteiloberfläche sichtbar.
Fazit
Das Drucken von filigraner Schrift ist in gewissen Grenzen möglich, wobei die erreichbare Qualität maßgeblich von dem Düsendurchmesser abhängig ist. Zusätzlich können die Einstellungen der Extrusionsbreite, des Inneren und Äußeren dünnen Wand Modus genutzt werden, um das Ergebnis maßgeblich zu verbessern.
Ist bei Erzeugung eines Druckteils mit kleiner Schrift oder anderen kleinen Details unklar, welche Einstellungen zum besten Ergebnis führen, kann die Vorschau von Simplify3D sehr gut eingesetzt werden, um die Auswirkung verschiedener Einstellungen zu versuchen und die bestmögliche Kombination der in diesem Tutorial vorgestellten Einstellungen zu finden.